 Плазменная резка — способ термической обработки металлов, при котором для плавления и удаления материала используется ионизованный газ (плазма). Эта технология зарекомендовала себя как быстрый и точный метод раскроя металлоконструкций и отдельных деталей в машиностроении, судостроении, строительстве и ремонте. В основе процесса — высокотемпературная дуга, направленная через узкий сопловой канал, что обеспечивает концентрированное нагревание и минимальную зону термического влияния.
Плазменная резка — способ термической обработки металлов, при котором для плавления и удаления материала используется ионизованный газ (плазма). Эта технология зарекомендовала себя как быстрый и точный метод раскроя металлоконструкций и отдельных деталей в машиностроении, судостроении, строительстве и ремонте. В основе процесса — высокотемпературная дуга, направленная через узкий сопловой канал, что обеспечивает концентрированное нагревание и минимальную зону термического влияния.
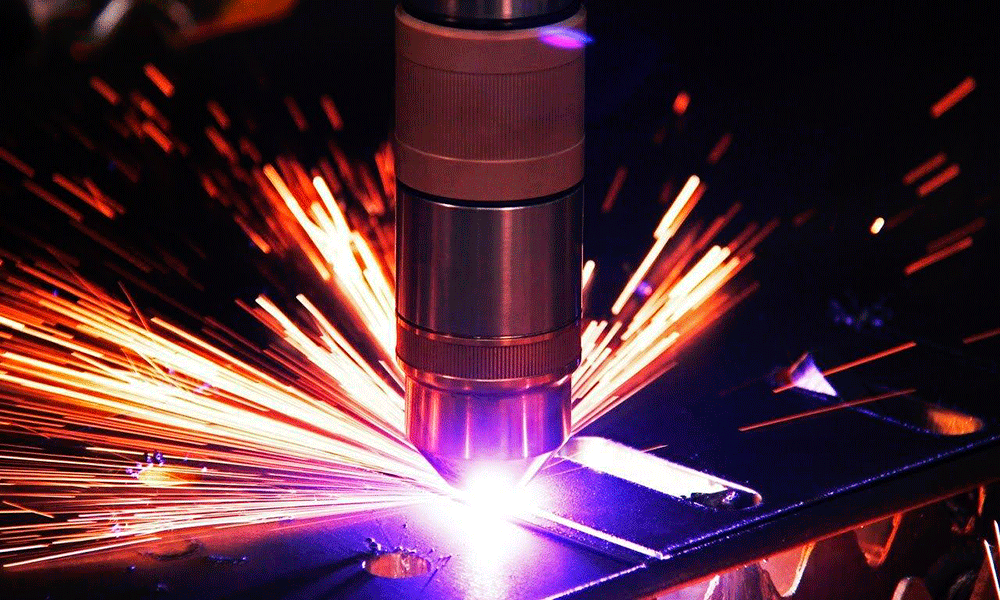
При плазменной резке в сопле формируется плазменная струя, температура которой может достигать нескольких тысяч градусов Цельсия. За счёт высокой температуры металл плавится, а образуемая струя выдувает расплав наружу, обеспечивая чистый рез. Сама дуга формируется между электродом и обрабатываемым материалом; в некоторых системах используется внешний электрический ток, в других — встроенный источник. Важную роль играют параметры: рабочее давление газа, сила тока, скорость подачи и тип сопла — все они влияют на качество кромки, ширину реза и степень окалинообразования.
Технология применима к различным материалам: углеродистым сталям, нержавейке, алюминию и их сплавам. Толщина реза зависит от мощности источника и конструкции резака; современные установки справляются с листами от долей миллиметра до нескольких десятков миллиметров. Для тонкого листа предпочтительна низкая сила тока и небольшая скорость перемещения, тогда как при резке толстых плит требуется высокая мощность и более медленное продвижение резака.
Преимущества метода очевидны: высокая скорость обработки, относительная простота оборудования и возможность автоматизации процесса с числовым программным управлением. Кроме того, плазменная резка обеспечивает относительно узкую зону термического влияния, что снижает деформации заготовок по сравнению с кислородной резкой. Вместе с тем есть ограничения: при работе с тонким металлом возможны подрезы и неровности, а при резке медных и алюминиевых сплавов требуется корректный подбор газовой смеси и параметров, иначе качество кромки ухудшается.
Технические нюансы включают выбор газов и режимов резания. Чистый воздух часто используют для резки углеродистых сталей в непрофессиональных условиях, но для качественной работы с коррозионностойкими и цветными металлами применяют азот, аргон или их смеси. Регулярное обслуживание сопла, электрода и системы подачи газа существенно продлевает срок службы оборудования и поддерживает стабильность дуги. Важным аспектом является также безопасность: при нагреве выделяются пары и брызги расплава, поэтому требуется адекватная вентиляция и средства защиты оператора.
Параметры, определяющие качество, — это сила тока, напряжение дуги, давление рабочего газа и скорость перемещения резака. Для достижения ровной кромки и минимального задирa часто применяют предварительные тесты режущих режимов на образцах того же материала и толщины. При автоматизированной обработке дополнительно настраивают путь реза и режимы ускорения/торможения для уменьшения дефектов в местах смены направления.
Плазменная резка остаётся актуальной технологией для производства и ремонта благодаря балансу между скоростью, точностью и затратами. Знание основ её работы, а также внимание к подбору режимов и техническому обслуживанию помогают обеспечить стабильное качество раскроя при решении самых разных инженерных задач.